-

山东西南机械制造有限公司
主营:输送机,滚筒,托辊,液压打包机 - 13863791151

山东西南机械制造有限公司
主营:输送机,滚筒,托辊,液压打包机 6
6
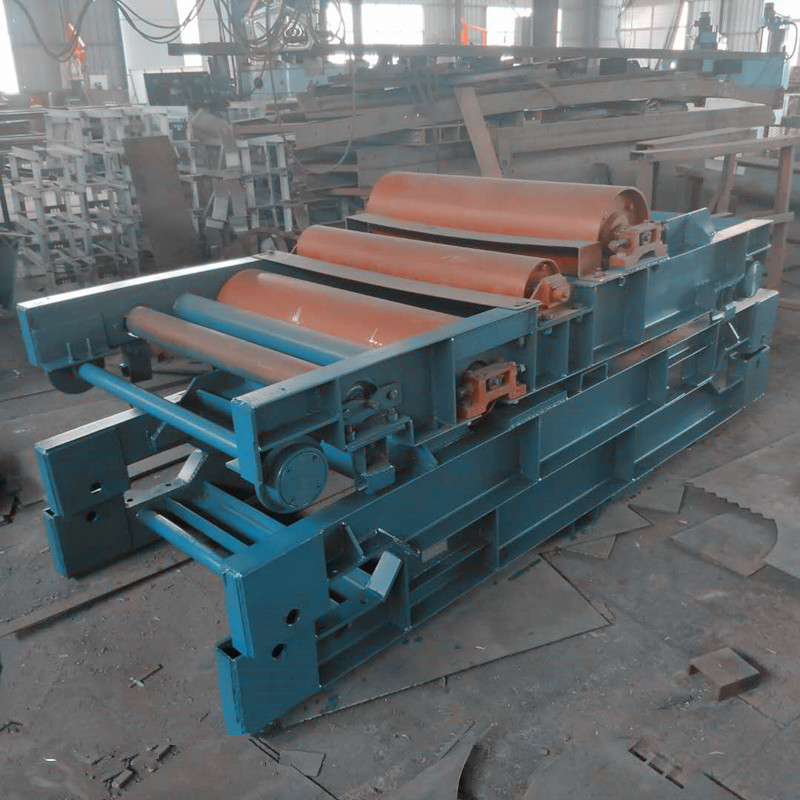
改向滚筒的生产工艺,主要有辊体初车、初校静平衡、轴头过盈装配焊接、精车和精校动平衡等工序组成。若对行为公差如圆度、圆柱度和直线度等要求在0.2mm以下的,则在精车后需要上外圆磨床或轧辊磨床磨削加工。对表面硬度有要求的,则需要增加热处理工序。 改向滚筒所采用的钢材是国内大型钢厂的全新、标准产品。结构件焊接时不应施加外力。焊缝在焊接强度要求的全部焊接区域内应是结实、均匀、不应有凹陷、焊渣或剥落等焊接缺陷。焊接变形偏差应控制在规范之内。焊接完成后,消除应力,焊缝处应进行打磨光滑、平整。焊缝都应进行必要的检测,重要部位必须进行探伤检测。改向滚筒在喷漆前,钢结构表面需进行除油除锈处理。在每次喷漆前,表面必须去除油脂和其他赃物。在进行表面处理前, 改向滚筒出厂前从每个零部件内部清除全部加工垃圾,如金属切削、填充物等,从内外表面清除所有轧屑、锈皮、油脂等。 改向滚筒主要由滚筒体、轮毂、轮辐轴承座、轴及键 组成。 一、检修项目: 1、检查滚筒体有无变形裂纹。 2、检查轮毂、轮辐有无裂纹。 3、检查键有无松动。 4、检查更换轴承。 二、检修工艺: 1、更换滚筒前均应先松开胶带,再拆卸滚筒轴承座的地脚螺栓。 2、滚筒的轮毂、轮辐有裂纹,一般应更换滚筒。 3、拆卸轴承时,应先拆卸轴承座的内侧端盖,再用拉马卸下轴承座、轴承。 4、装配新轴承应采用加热或冷却的方法进行。 5、滚筒的轴承座用保持水平,其轴的倾斜角不**过5度。